Технологические возможности и конструкторские наработки нашего завода позволяют производить широкий спектр котельного и котельно-вспомогательного оборудования

Пароперегреватель. Водяной экономайзер.

Коллектора/Камеры

Пароохладители/Регуляторы перегрева

Экранные поверхности нагрева, НРЧ, СРЧ, ВРЧ
Воздухоподогреватели
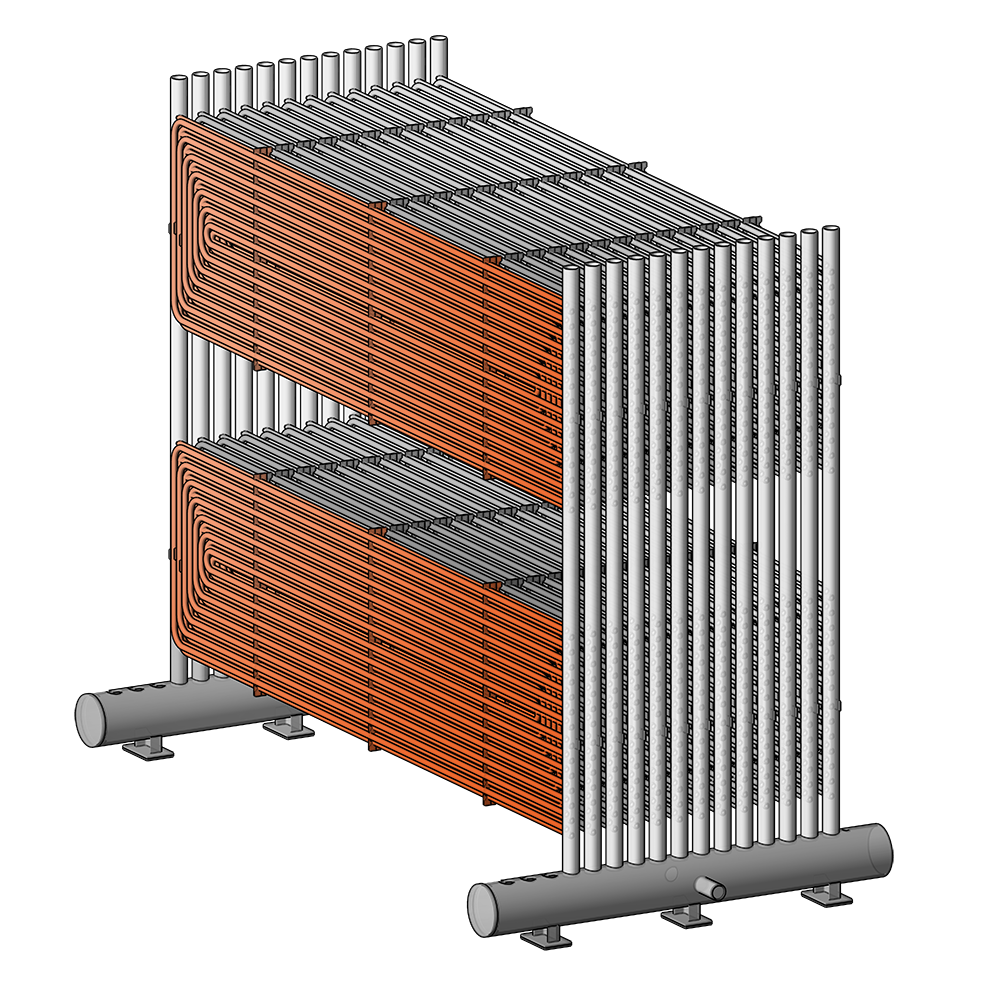
Конвективные полусекции

Горелочные устройства

Шнековое шлакоудаление

Котельно-Вспомогательное оборудование


























